ઉચ્ચ કાર્બન કોણીય સ્ટીલ ગ્રિટ




મોડલ/કદ:G12-G150 Φ0.1mm-2.8mm
ઉત્પાદન વિગતો:
ઉચ્ચ કાર્બન કોણીય સ્ટીલ ગ્રિટ ઉચ્ચ કાર્બન સ્ટીલ શોટમાંથી બનાવવામાં આવે છે.સ્ટીલ શોટ્સ કે જે દાણાદાર ગ્રિટ સ્વરૂપમાં કચડી નાખવામાં આવે છે અને ત્યારબાદ વિવિધ એપ્લિકેશનો માટે ત્રણ અલગ-અલગ કઠિનતા (GH, GL અને GP) માટે ટેમ્પર કરવામાં આવે છે.ઉચ્ચ કાર્બન સ્ટીલ ગ્રિટનો વ્યાપકપણે કોટિંગ પહેલા સ્ટીલના ઘટકોને ડિ-સ્કેલિંગ કરવા માટે માધ્યમ તરીકે ઉપયોગ થાય છે.
મુખ્ય વિશિષ્ટતાઓ:
| પ્રોજેક્ટ | સ્પષ્ટીકરણ | પરીક્ષણ પદ્ધતિ | |||
| કેમિકલ કમ્પોઝિશન |
| 0.8-1.2% | P | ≤0.05% | ISO 9556:1989 ISO 439:1982 ISO 629:1982 ISO 10714:1992 |
| Si | ≥0.4% | Cr | / | ||
| Mn | 0.35-1.2% | Mo | / | ||
| S | ≤0.05% | Ni | / | ||
| માઇક્રોસ્ટ્રક્ચર | સજાતીય માર્ટેન્સાઈટ અથવા બેનાઈટ | જીબી/ટી 19816.5-2005 | |||
| ઘનતા | ≥7.0-10³kg/m³(7.0kg/dm³) | જીબી/ટી 19816.4-2005 | |||
| એક્સટર્નલફોર્મ | કોતરણી અથવા કોણીય સપાટી પ્રોફાઇલ, એર હોલ < 10%. | વિઝ્યુઅલ | |||
| કઠિનતા | HV:390-720(HRC39.8-64) | જીબી/ટી 19816.3-2005 | |||
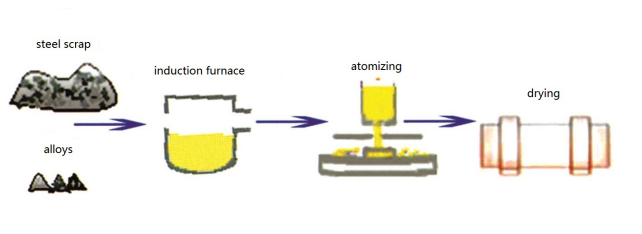
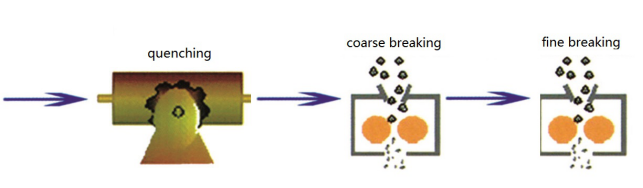
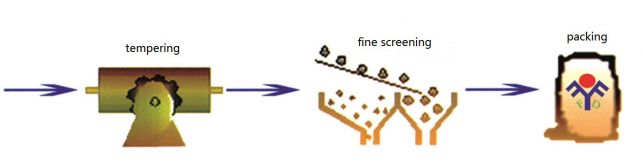
પ્રક્રિયાના પગલાં:
એપ્લિકેશન્સ:
ઉચ્ચ કાર્બન સ્ટીલ ગ્રિટ જી.પી:40 થી 50 HRC ની રેન્જમાં સૌથી ઓછી કઠિનતા ધરાવે છે અને તેને કોણીય શોટ તરીકે પણ આદરવામાં આવે છે, કારણ કે કપચી તેના જીવનકાળ દરમિયાન ગોળાકાર આકાર મેળવશે.તે મુખ્યત્વે વ્હીલ બ્લાસ્ટ મશીનોમાં વપરાય છે અને તે ફાઉન્ડ્રી ઉદ્યોગમાં સારા પરિણામો આપે છે કારણ કે તે જાળવણી ખર્ચ અને મશીનના ભાગોના વસ્ત્રોમાં થોડો વધારો સાથે ઝડપથી સાફ થાય છે.જીપીનો ઉપયોગ સફાઈ, ડિસ્કેલિંગ અને ડિસેન્ડિંગ માટે થાય છે.
ઉચ્ચ કાર્બન સ્ટીલ ગ્રિટ GL:50 થી 60 HRC ની રેન્જમાં મધ્યમ કઠિનતા ધરાવે છે.તેનો ઉપયોગ વ્હીલ બ્લાસ્ટ મશીનો અને બ્લાસ્ટ રૂમમાં થાય છે અને તે ખાસ કરીને ભારે ડિસ્કેલિંગ અને સપાટીની તૈયારીની જરૂરિયાતોને અનુરૂપ છે.GL મધ્યમ કઠિનતાનું હોવા છતાં, તે શોટ બ્લાસ્ટિંગ દરમિયાન તેનો કોણીય આકાર પણ ગુમાવે છે.
ઉચ્ચ કાર્બન સ્ટીલ ગ્રિટ GH: મહત્તમ કઠિનતા 60 થી 64 HRC સુધીની છે.તે ઓપરેટિંગ મિશ્રણમાં કોણીય રહે છે અને તેથી સપાટી પરની એચીંગની જરૂરિયાતો માટે આદર્શ રીતે અનુકૂળ છે.GH નો ઉપયોગ ઘણીવાર બ્લાસ્ટ રૂમમાં (કોમ્પ્રેસ્ડ એર શોટ પીનિંગ ઇક્વિપમેન્ટ.) ઝડપી સફાઈ માટે અને કોટિંગ પહેલા એન્કર પ્રોફાઇલ મેળવવા માટે થાય છે.





